在內高壓成形后直接進行液壓沖孔,可大大提高生產效率。在實際生產過程中,需要同時成形多個不同形狀和直徑的孔。多孔同步液壓沖孔時,如果內壓波動較大將會嚴重影響沖孔質量。圖7-41為液壓沖孔過程中內壓變化曲線。沖孔完成后,內壓略有下降,但在短時間內又重新上升到預設壓力。
這主要是因為沖孔完成之后,沖頭和孔直徑為過盈配合,密封效果較好,因而不會對內壓造成影響。
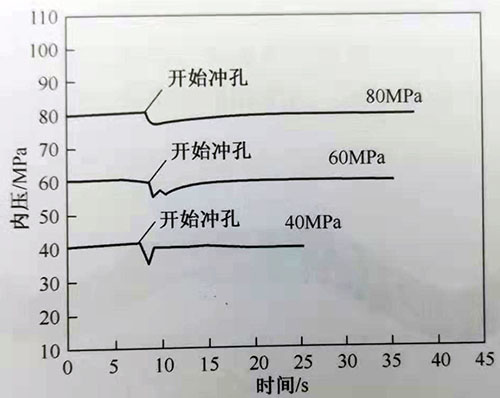
圖7-41液壓沖孔過程中內壓變化曲線
對于保壓較好的沖孔,沖孔時間差對內壓影響較小,這主要是因為沖頭能與沖孔實現有效密封。而對于保壓較差的沖孔,沖孔時間差會嚴重影響內壓變化,嚴重時導致內壓不足影響沖孔質量。采用不同形狀的沖頭進行沖孔時,兩次沖孔后的內壓變化不同,如圖7-42所示。
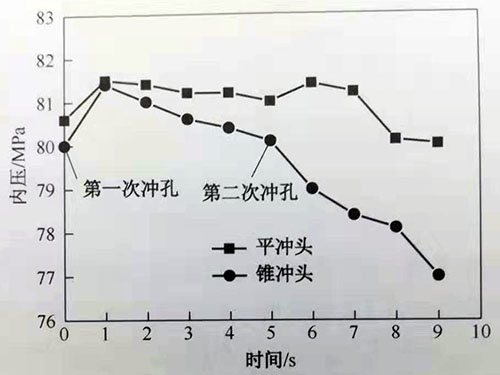
圖7-42沖斷時間差對內壓變化的影響
采用平沖頭進行沖孔時,第一次沖孔后,由于沖進沖頭相當于壓縮了高壓液體,內壓略為上升。并且,內壓在較長時間內降低緩慢,對第二次沖孔影響較小。采用錐沖頭進行沖孔時,第一次沖孔后內壓仍然是略為上升,但保壓效果較差。第二次沖孔后,內壓快速下降。內壓降低會導致沖孔質量降低,為此需要采用合適的沖頭形狀來避免沖孔后內壓快速降低。
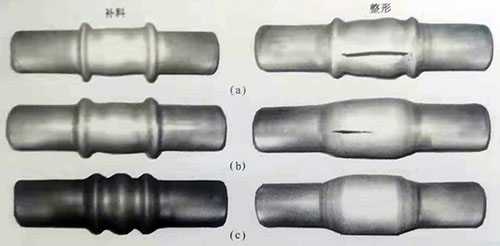
圖7-43為帶有液壓沖孔的副車架內高壓成形件及尺寸精度。采用同步液壓沖孔實現了10個孔同時沖孔,并且孔徑均相差較小??讖阶兓淖畲蟮膬蓚€孔位于管材兩端,偏差為0.9m。這主要是因為這兩個孔位于凸臺上,液壓沖孔時容易發生彎曲變形,造成孔徑沿軸向和徑向存在著差異較大。其他位置的孔徑偏差較兩端的孔徑偏差要小,介于0.3-0.5mm之間。管端兩側孔的下塌量也是最大,位于分型面位置的1號和6號孔的下塌量最小,這主要是由于孔徑大小不同,導致下塌量不同。內壓相同的條件下孔徑越大,則下塌量也相應的越大。
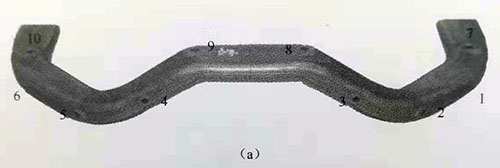
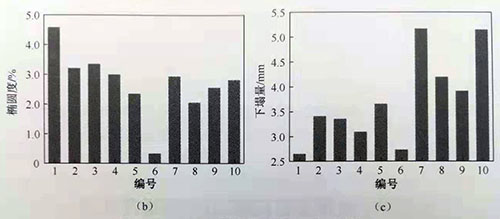
圖7-43副車架同步液壓沖孔及孔尺寸精度
(a)副車架零件;(b)橢圓度;(c)下塌量。
【興迪源機械液壓技術優勢】
興迪源機械嚴格按照ISO國際標準質量管理體系和5S管理標準進行質量監控和內部管理。建立有 “河南省流體壓力成形智能裝備工程技術研究中心”,核心團隊由數10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術和產品工藝研發。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產、學、研合作,并共同設立了“液壓成形技術產業化示范基地”,時刻跟蹤國內外領先技術,不斷提升“興迪源”液壓設備品牌價值。
部分文段和圖片摘自:
《現代液壓成形技術》
作者:苑世劍
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除