與管材熱油介質成形相似的是差溫成形時軸向補料與加壓需要合理的匹配。根據圖10-26所示的幾種典型加載路徑,研究了加載路徑對AZ31鎂合金管材差溫成形的影響。
圖10-27為不同加載路徑條件下加壓整形前后管件照片。當內壓恒定為5.5MPa時,管材在過渡區產生皺紋。由于壓力不足,材料不能向中間成形區移動,于是在升高壓力整形時,成形區沒有足夠的材料來彌補張形導致的減薄,引起最終管材破裂。
當內壓升高到7MPa時,過渡區皺紋寬度變大,但是內壓仍然不足以使材料向成形區聚集,管材脹形到一定程度后仍然發生了破裂。
導致破裂的主要原因在于補料時內壓沒有對成形區管材起到支撐的作用,材料主要堆積在過渡區,成形區過度減薄導致最終破裂。為此,一種方式是仍然繼續增大內壓來提供足夠支撐,但當內壓超過一度程度后會導致成形區在未補料時就發生了脹形;另一種方式是通過合理匹配內壓與補料量的關系,使材料盡量補充到成形區,成形出大膨脹率管件。
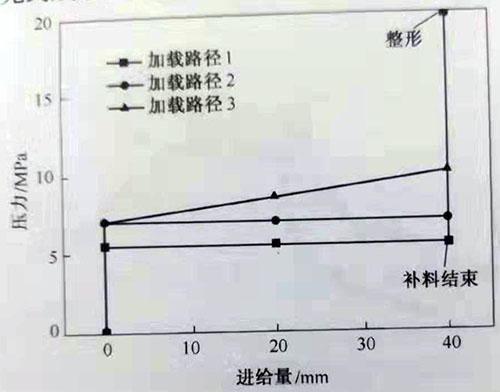
圖10-26加載曲線
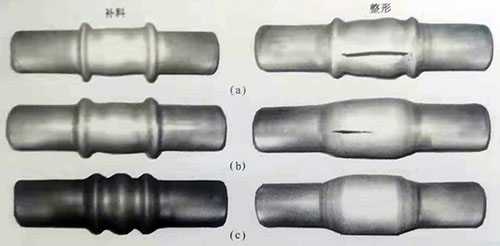
圖10-27不同加載路徑下脹形管件
(a)加載路徑1;(b)加載路徑2;(c)加載路徑3。
【興迪源機械液壓技術優勢】
興迪源機械嚴格按照ISO國際標準質量管理體系和5S管理標準進行質量監控和內部管理。建立有 “河南省流體壓力成形智能裝備工程技術研究中心”,核心團隊由數10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術和產品工藝研發。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產、學、研合作,并共同設立了“液壓成形技術產業化示范基地”,時刻跟蹤國內外領先技術,不斷提升“興迪源”液壓設備品牌價值。
部分文段和圖片摘自:
《現代液壓成形技術》
作者:苑世劍
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除