不同于傳統充液拉深,主動徑向加壓充液拉深是在成形坯料的法蘭外緣施加獨立、可控的徑向液壓,推動法蘭區材料流動,配合凸模的拉深進行變形,本文興迪源機械帶來徑向加壓充液拉深成形原理及徑向壓力對成形極限的影響。
一、徑向加壓充液拉深成形原理:
不同于傳統充液拉深,主動徑向加壓充液拉深是在成形坯料的法蘭外緣施加獨立、可控的徑向液壓,推動法蘭區材料流動,配合凸模的拉深進行變形,其成形原理如圖8-25所示。在徑向主動加壓作用下,可以有效減小零件變形區的徑向拉應力,抑制坯料危險區的過度減薄,從而提高成形極限。與此同時,坯料料與壓邊圈、凹模之間會形成雙面流體潤滑,材料流動摩擦阻力減小,可進一步減小徑向拉應力,提高材料承載能力,使成形極限進一步提高。
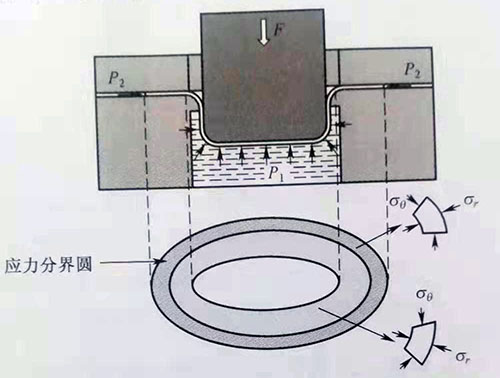
圖8-25徑向主動加壓充液拉深成形原理
實現徑向主動加壓的充液拉深設備需要配置兩臺增壓器和加壓控制系統。徑向液壓不受凹模腔液室壓力的限制,可根據變形材料、成形極限優化控制,增加工藝可控性。
徑向主動加壓充液拉深可使法蘭區坯料產生一個明顯的徑向應力分界圓。隨著徑向壓力增加,分界圓的位置逐漸向凹模口移動,可使危險斷面的拉應力逐漸降低,成形極限得到提高,壁厚減薄得到改善。
二、徑向壓力對成形極限的影響:
改變徑向壓力成形得到不同拉深比的鋁合金平底筒形件,試件及相應的極限拉深比如圖8-26所示。
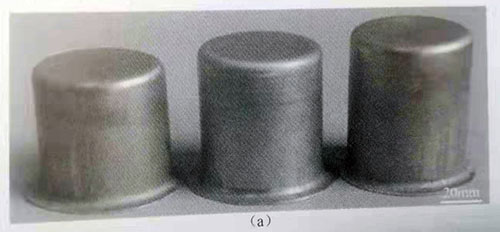
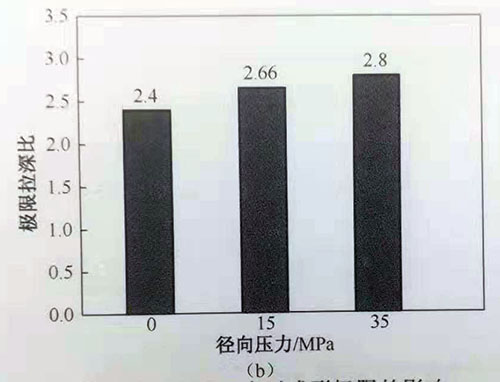
圖8-26 徑向壓力對成形極限的影響
a)典型零件b)不同徑向壓力下的極限拉深比
無徑向壓力條件下極限拉深比為2.4,施加徑向壓力后,極限拉深比隨徑向壓力增加而逐漸增加。當徑向壓力為15MPa時,極限拉深比為2.66。隨著徑向壓力的進一步增加,當徑向壓力為35MPa時,極限拉深比增加到2.8,比普通充液拉深提高16.7%。
這是因為施加的徑向壓力越大,變形區材料所受的經向拉應力越小,破裂越不容易發生。
【興迪源機械簡介】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術的鍛壓設備制造企業。自2007年創立以來,興迪源機械一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內頂尖流體壓力成形技術的鍛壓設備。

興迪源機械是先進輕量化成形技術的提供者,從產品研發、設備生產、模具研制、方案定制,直至最終交付及提供增值服務,我們為客戶提供的不僅僅是一臺液壓設備,而是一整套智能制造成形方案。