球形容器受力均勻、承載能力高,為了克服球殼傳統制造技術的缺點,發明了一種球形容器無模液壓成形技術,該技術克服了傳統制造工藝使用模具和壓力機主要缺點。本文興迪源機械帶來球形容器的成形優點及無模液壓成形技術的原理及優點。
一、球形容器的成形優點:

球形容器(球殼)與圓柱形容器相比具有兩個主要優點:
①球形容器受力均勻、承載能力高,在相同壁厚和相同直徑條件下,其承載能力比圓筒形容器高1倍;
②球形容器表面積小,因而在同等容量下球形容器所用鋼材少、重量輕、熱量損失少,從而降低了制造和儲運成本。
球殼傳統制造技術主要是模壓成形工藝,對于不同直徑和不同壁厚球殼,采用不同的模具壓制出球殼板再焊接成為整個球體,主要缺點是需要大工作臺面壓力機和大型模具、壓制和二次切割工藝復雜、成本高。對于直徑較小球殼,也可以采用拉深成形半球或若干球瓣再焊接整個球體。其缺點主要是模具成本高,拉深過程容易出現起皺和開裂缺陷。
為了克服球殼傳統制造技術的缺點,發明了一種球形容器無模液壓成形技術,該技術克服了傳統制造工藝使用模具和壓力機主要缺點。
二、球形容器無模液壓成形技術的原理及優點:
1)球形容器無模液壓成形技術的原理:
球形容器無模液壓成形工藝的基本過程為:先由平板或經過輥彎的單曲率殼板組焊成封閉多面殼體,然后在封閉多面殼體內充滿液體介質(通常為水), 并通過一個加壓系統向封閉多面殼體內施加內壓,在內壓作用下,殼體產生塑性變形而逐漸趨向于球殼。對于單曲率殼體,該工藝的主要工序為:下料→彎卷→組裝焊接→液壓成形,如圖9-1所示。
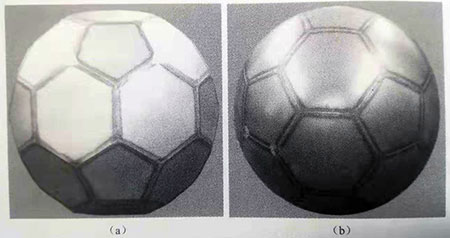
圖9-1球形容器無模液壓成形過程
(a)初始多面殼體;(b)球殼
理論上的基本依據有兩點:
①在趨球力矩的作用下殼體將隨著成形壓力的增加而逐漸變為球殼,在殼體的任一部位;如果曲率半徑相對大一些,則該處在加載時就先變形,相應地曲率半徑就會變小而停止變形,原曲率半徑相對小的部位此時就會相對大些而開始變形,如此循環,最終各處的曲率半徑相等就變成了球殼;
②金屬材料塑性變形的自動調節性,在成形過程中,先滿足屈服條件的部位首先開始塑性變形,隨著變形量的增加而發生強化,使塑性變形向其他相對較弱的區域轉移,而原來相對較強的區域變為相對較弱的區域并發生塑性變形,如此循環調節,最終成形的球殼厚度分布較為均勻。
2)球形容器無模液壓成形技術的優點:
球形容器無模液壓成形技術主要優點:
①不需要大型的模具和壓力機,可降低生產成本;
②因為不需要模具,生產周期縮短;
③經過超載脹形,有效地降低了焊接殘余應力。
【興迪源機械簡介】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術的鍛壓設備制造企業。自2007年創立以來,興迪源機械一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內頂尖流體壓力成形技術的鍛壓設備。
興迪源機械是先進輕量化成形技術的提供者,從產品研發、設備生產、模具研制、方案定制,直至最終交付及提供增值服務,我們為客戶提供的不僅僅是一臺液壓設備,而是一整套智能制造成形方案。
部分文段和圖片摘自:
《現代液壓成形技術》
作者:苑世劍
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除